Investment Casting-Stainless Steel
Investment Casting
Stainless-Steel
Highly dedicated and focused vision enabled us to manufacture precision parts through investment casting. In general foundry focuses on casting stainless steel (SS) in 304,304L,316 and 316L grade materials for casting our own RISHI brand products serving several industries as follows
Marine engineering: We are leading manufacturers of propellers for all watercraft boats and Speed boats having distributors across the country. We have range of propellers from 60 kg to 200 kg per piece.
Automobile Industry: We are OEM suppliers for investment casting in automobile industry serving clients in India and worldwide as per their requirement and specifications with shortest lead time in investment casting industry.
Electrical and electronics: We manufacture and export parts used in electrical panels and these components are manufactured with the help of finest grade material and technically advanced tools under the guidance of skilled technocrats. Our offered components are widely used in number of industrial and commercial sectors. We offer these components to our clients at market leading prices.
Sanitary and hardware fittings: We serve this industry from the date of establishment of Rishi Cast Pvt Ltd. We have our own product range in this category having distributorship network across the globe.
Glass fittings or Architectural hardware fittings: A new venture by Rishi Cast Pvt Ltd to explore and serve developing India with finest quality glass fittings, railing and other architectural hardware fittings by investment casting in stainless steel(304/316&304L/316L).
Glass connectors
Glass door handles
Glass door sliding folding system
Stainless steel casted Mortise handle
Canopy fittings
Patch fittings
Shower glass fittings
Spider fittings
Floor spring door closer
Stainless Steel Engineering Products includes Flanges, Ball-Valves, Submersible pump parts, Pipe fittings, Automobile parts and other allied Engineering castings with investment casting or lost wax process.
Rishi Cast works with world’s shortest lead time. This led us to enter OEM even before renowned names in investment casting industry before our venture. What others take 3-4 weeks, Rishi Cast completes in one week and some products at even lesser time.
Process
Investment casting
Investment casting is one of the oldest manufacturing processes, dating back thousands of years, in which molten metal is poured into an expendable ceramic mold. The mold is formed by using a wax pattern - a disposable piece in the shape of the desired part. The pattern is surrounded, or "invested", into ceramic slurry that hardens into the mold. Investment casting is often referred to as "lost-wax casting" because the wax pattern is melted out of the mold after it has been formed. Lox-wax processes are one-to-one (one pattern creates one part), which increases production time and costs relative to other casting processes. However, since the mold is destroyed during the process, parts with complex geometries and intricate details can be created.
Investment casting can make use of most metals, most commonly using aluminum alloys, bronze alloys, magnesium alloys, cast iron, stainless steel, and tool steel. This process is beneficial for casting metals with high melting temperatures that can not be molded in plaster or metal. Parts that are typically made by investment casting include those with complex geometry such as turbine blades or firearm components. High temperature applications are also common, which includes parts for the automotive, aircraft, and military industries.
Investment casting requires the use of a metal die, wax, ceramic slurry, furnace, molten metal, and any machines needed for sandblasting, cutting, or grinding. The process steps include the following,
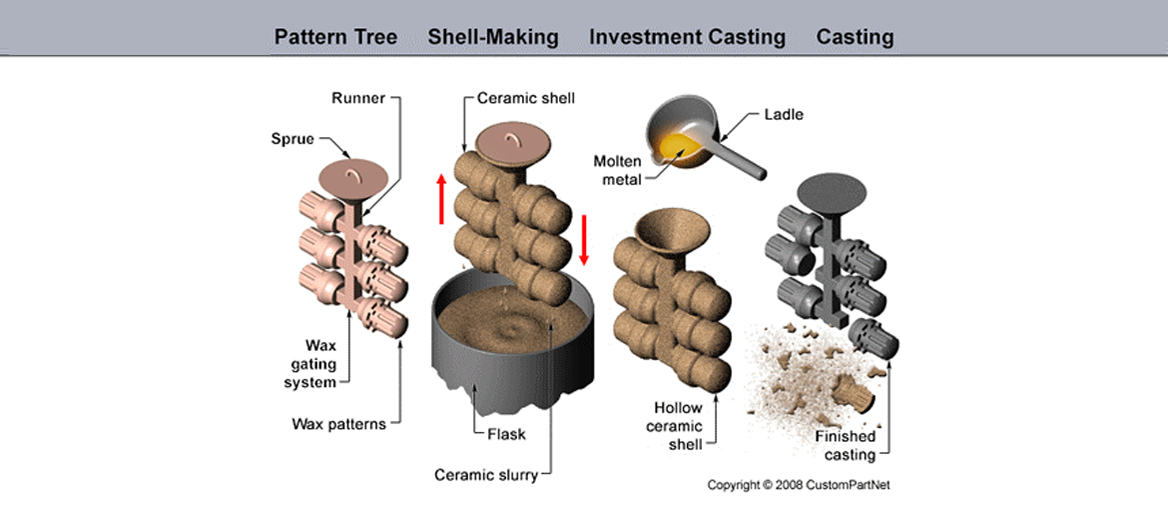
Pattern creation: The wax patterns are typically injection molded into a metal die and are formed as one piece. Cores may be used to form any internal features on the pattern. Several of these patterns are attached to a central wax gating system (sprue, runners, and risers), to form a tree-like assembly. The gating system forms the channels through which the molten metal will flow to the mold cavity.
Mold creation: This "pattern tree" is dipped into a slurry of fine ceramic particles, coated with more coarse particles, and then dried to form a ceramic shell around the patterns and gating system. This process is repeated until the shell is thick enough to withstand the molten metal it will encounter. The shell is then placed into an oven and the wax is melted out leaving a hollow ceramic shell that acts as a one-piece mold, hence the name "lost wax" casting.
Pouring: The mold is preheated in a furnace to approximately 1000°C (1832°F) and the molten metal is poured from a ladle into the gating system of the mold, filling the mold cavity. Pouring is typically achieved manually under the force of gravity, but other methods such as vacuum or pressure are sometimes used.
Cooling: After the mold has been filled, the molten metal is allowed to cool and solidify into the shape of the final casting. Cooling time depends on the thickness of the part, thickness of the mold, and the material used.
Casting removal: After the molten metal has cooled, the mold can be broken and the casting removed. The ceramic mold is typically broken using water jets, but several other methods exist. Once removed, the parts are separated from the gating system by either sawing or cold breaking (using liquid nitrogen).
Finishing: Often times, finishing operations such as grinding or sandblasting are used to smooth the part at the gates. Heat treatment is also sometimes used to harden the final part.
| Capabilities | Typical | Feasible |
|---|---|---|
| Shapes | Thin-walled: Complex Solid: Cylindrical Solid: Cubic Solid: Complex |
Flat Thin-walled: Cylindrical Thin-walled: Cubic |
| Part size | Weight: 0.02 oz - 500 lb | - |
| Materials | Metals Alloy Steel Carbon Steel Stainless Steel Aluminum Copper Nickel |
Cast Iron Lead Magnesium Tin Titanium Zinc |
| Surface finish - Ra | 50 - 125 μin | 16 - 300 μin |
| Tolerance | ± 0.005 in. | ± 0.002 in. |
| Max wall thickness | 0.06 - 0.80 in. | 0.025 - 5.0 in. |
| Quantity | 10 - 1000 | 1 - 1000000 |
| Lead time | Weeks | Days |
Advantages
Can form complex shapes and fine details
Many material options
High strength parts
Very good surface finish and accuracy
Little need for secondary machining
Sand casting
Open Sand Casting Mold
Closed Sand Casting Mold

Sand casting, the most widely used casting process, utilizes expendable sand molds to form complex metal parts that can be made of nearly any alloy. Because the sand mold must be destroyed in order to remove the part, called the casting, sand casting typically has a low production rate. The sand casting process involves the use of a furnace, metal, pattern, and sand mold. The metal is melted in the furnace and then ladled and poured into the cavity of the sand mold, which is formed by the pattern. The sand mold separates along a parting line and the solidified casting can be removed. The steps in this process are described in greater detail in the next section.
Sand casting is used to produce a wide variety of metal components with complex geometries. These parts can vary greatly in size and weight, ranging from a couple ounces to several tons. Some smaller sand cast parts include components as gears, pulleys, crankshafts, connecting rods, and propellers. Larger applications include housings for large equipment and heavy machine bases. Sand casting is also common in producing automobile components, such as engine blocks, engine manifolds, cylinder heads, and transmission cases.
| Capabilities | Typical | Feasible |
|---|---|---|
| Shapes | Thin-walled: Complex Solid: Cylindrical Solid: Cubic Solid: Complex |
Flat Thin-walled: Cylindrical Thin-walled: Cubic |
| Part size | Weight: 1 oz - 450 ton | - |
| Materials | Metals Alloy Steel Carbon Steel Cast Iron Stainless Steel Aluminum Copper Magnesium Nickel |
Lead Tin Titanium Zinc |
| Surface finish - Ra | 300 - 600 μin | 125 - 2000 μin |
| Tolerance | ± 0.03 in. | ± 0.015 in. |
| Max wall thickness | 0.125 - 5 in. | 0.09 - 40 in. |
| Quantity | 1 - 1000 | 1 - 1000000 |
| Lead time | Days | Hours |
Advantages
Can produce very large parts
Can form complex shapes
Many material options
Low tooling and equipment cost
Scrap can be recycled
Short lead time possible
Disadvantages
Poor material strength
High porosity possible
Poor surface finish and tolerance
Seondary machining often required
Low production rate
High labor cost
Applications
Engine blocks and manifolds, machine bases, gears, pulleys
The process cycle for sand casting consists of six main stages, which are explained below.
Mold-making : The first step in the sand casting process is to create the mold for the casting. In an expendable mold process, this step must be performed for each casting. A sand mold is formed by packing sand into each half of the mold. The sand is packed around the pattern, which is a replica of the external shape of the casting. When the pattern is removed, the cavity that will form the casting remains. Any internal features of the casting that cannot be formed by the pattern are formed by separate cores which are made of sand prior to the formation of the mold. Further details on mold-making will be described in the next section. The mold-making time includes positioning the pattern, packing the sand, and removing the pattern. The mold-making time is affected by the size of the part, the number of cores, and the type of sand mold. If the mold type requires heating or baking time, the mold-making time is substantially increased. Also, lubrication is often applied to the surfaces of the mold cavity in order to facilitate removal of the casting. The use of a lubricant also improves the flow the metal and can improve the surface finish of the casting. The lubricant that is used is chosen based upon the sand and molten metal temperature.
Clamping : Once the mold has been made, it must be prepared for the molten metal to be poured. The surface of the mold cavity is first lubricated to facilitate the removal of the casting. Then, the cores are positioned and the mold halves are closed and securely clamped together. It is essential that the mold halves remain securely closed to prevent the loss of any material.
Pouring : The molten metal is maintained at a set temperature in a furnace. After the mold has been clamped, the molten metal can be ladled from its holding container in the furnace and poured into the mold. The pouring can be performed manually or by an automated machine. Enough molten metal must be poured to fill the entire cavity and all channels in the mold. The filling time is very short in order to prevent early solidification of any one part of the metal.
Cooling : The molten metal that is poured into the mold will begin to cool and solidify once it enters the cavity. When the entire cavity is filled and the molten metal solidifies, the final shape of the casting is formed. The mold can not be opened until the cooling time has elapsed. The desired cooling time can be estimated based upon the wall thickness of the casting and the temperature of the metal. Most of the possible defects that can occur are a result of the solidification process. If some of the molten metal cools too quickly, the part may exhibit shrinkage, cracks, or incomplete sections. Preventative measures can be taken in designing both the part and the mold and will be explored in later sections.
Removal : After the predetermined solidification time has passed, the sand mold can simply be broken, and the casting removed. This step, sometimes called shakeout, is typically performed by a vibrating machine that shakes the sand and casting out of the flask. Once removed, the casting will likely have some sand and oxide layers adhered to the surface. Shot blasting is sometimes used to remove any remaining sand, especially from internal surfaces, and reduce the surface roughness.
Trimming : During cooling, the material from the channels in the mold solidifies attached to the part. This excess material must be trimmed from the casting either manually via cutting or sawing, or using a trimming press. The time required to trim the excess material can be estimated from the size of the casting's envelope. A larger casting will require a longer trimming time. The scrap material that results from this trimming is either discarded or reused in the sand casting process. However, the scrap material may need to be reconditioned to the proper chemical composition before it can be combined with non-recycled metal and reused.
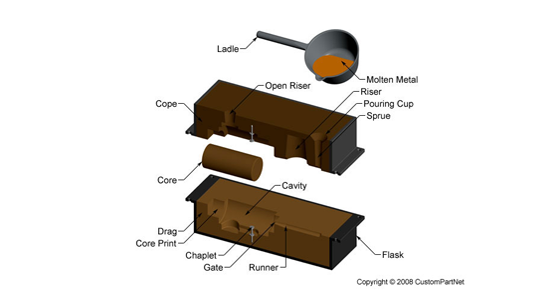
In sand casting, the primary piece of equipment is the mold, which contains several components. The mold is divided into two halves - the cope (upper half) and the drag (bottom half), which meet along a parting line. Both mold halves are contained inside a box, called a flask, which itself is divided along this parting line. The mold cavity is formed by packing sand around the pattern in each half of the flask. The sand can be packed by hand, but machines that use pressure or impact ensure even packing of the sand and require far less time, thus increasing the production rate. After the sand has been packed and the pattern is removed, a cavity will remain that forms the external shape of the casting. Some internal surfaces of the casting may be formed by cores.
Cores are additional pieces that form the internal holes and passages of the casting. Cores are typically made out of sand so that they can be shaken out of the casting, rather than require the necessary geometry to slide out. As a result, sand cores allow for the fabrication of many complex internal features. Each core is positioned in the mold before the molten metal is poured. In order to keep each core in place, the pattern has recesses called core prints where the core can be anchored in place. However, the core may still shift due to buoyancy in the molten metal. Further support is provided to the cores by chaplets. These are small metal pieces that are fastened between the core and the cavity surface. Chaplets must be made of a metal with a higher melting temperature than that of the metal being cast in order to maintain their structure. After solidification, the chaplets will have been cast inside the casting and the excess material of the chaplets that protrudes must be cut off.
In addition to the external and internal features of the casting, other features must be incorporated into the mold to accommodate the flow of molten metal. The molten metal is poured into a pouring basin, which is a large depression in the top of the sand mold. The molten metal funnels out of the bottom of this basin and down the main channel, called the sprue. The sprue then connects to a series of channels, called runners, which carries the molten metal into the cavity. At the end of each runner, the molten metal enters the cavity through a gate which controls the flow rate and minimizes turbulence. Often connected to the runner system are risers. Risers are chambers that fill with molten metal, providing an additional source of metal during solidification. When the casting cools, the molten metal will shrink and additional material is needed. A similar feature that aids in reducing shrinkage is an open riser. The first material to enter the cavity is allowed to pass completely through and enter the open riser. This strategy prevents early solidification of the molten metal and provides a source of material to compensate for shrinkage. Lastly, small channels are included that run from the cavity to the exterior of the mold. These channels act as venting holes to allow gases to escape the cavity. The porosity of the sand also allows air to escape, but additional vents are sometimes needed.
The molten metal that flows through all of the channels (sprue, runners, and risers) will solidify attached to the casting and must be separated from the part after it is removed.
The sand that is used to create the moulds is typically silica sand (SiO2) that is mixed with a type of binder to help maintain the shape of the mould cavity. Using sand as the mould material offers several benefits to the casting process. Sand is very inexpensive and is resistant to high temperatures, allowing many metals to be cast that have high melting temperatures. There are different preparations of the sand for the mould, which characterize the following four unique types of sand moulds.
Greensand mould - Greensand moulds use a mixture of sand, water, and a clay or binder. Typical composition of the mixture is 90% sand, 3% water, and 7% clay or binder. Greensand moulds are the least expensive and most widely used.
Skin-dried mould - A skin-dried mould begins like a greensand mould, but additional bonding materials are added and the cavity surface is dried by a torch or heating lamp to increase mould strength. Doing so also improves the dimensional accuracy and surface finish, but will lower the collapsibility. Dry skin moulds are more expensive and require more time, thus lowering the production rate.
Dry sand mould - In a dry sand mould, sometimes called a cold box mould, the sand is mixed only with an organic binder. The mould is strengthened by baking it in an oven. The resulting mould has high dimensional accuracy, but is expensive and results in a lower production rate.
No-bake mould - The sand in a no-bake mould is mixed with a liquid resin and hardens at room temperature.
The quality of the sand that is used also greatly affects the quality of the casting and is usually described by the following five measures:
Strength: Ability of the sand to maintain its shape.
Permeability: Ability to allow venting of trapped gases through the sand. A higher permeability can reduce the porosity of the mould, but a lower permeability can result in a better surface finish. Permeability is determined by the size and shape of the sand grains
Thermal stability: Ability to resist damage, such as cracking, from the heat of the molten metal.
Collapsibility: Ability of the sand to collapse, or more accurately compress, during solidification of the casting. If the sand cannot compress, then the casting will not be able to shrink freely in the mould and can result in cracking.
Reusability: Ability of the sand to be reused for future sand moulds.
Stainless-steel:304,304L,316,316L grade products by Investment casting process :-
- Ball Valves
- 3 Piece Flange End Ball Valve(Size:15 to 250mm)
- 1 Piece Scr/Scw Ball Valve
- 3 Piece Scr/Scw End Ball Valve
- 2 Piece Flange End Ball Valve
- Extended Stem Ball Valve
- Pneumatic Valve
- Pneumatic Operated Valve
- Pneumatic Operated Valve with MOR
- Gate Valve (Below specific detail from catalog)
- Globe Valve
- Swing Check Valve
- Butterfly Valve
- 3 way Control Valve
- Wafer Type Check Valve
- View Glass
- Consumer
- Supplies to Government
- OEM Products