Infrastructure
Infrastructure
Facilities
Foundry is equipped with in-house pattern development shop with VMC for quick turn around time for our valued clients.
Fully automated Sand Plant with reservoir of 500 MT.
Chemical and Metallurgy Lab :Spectrometer from Foundry Master, UTM, Hardness Testing Equipment.
Sand Lab: Core Hardness Testers, Sand Testing Equipment and Green sand hardness tester, Sand Siever, Sand Rammer, Sand Washer, Sand Splitter.
In house machining shop with 3 VMC and 5 CNC’s for one stop solution for OEM’s
5 no. Induction Furnaces
- 1000 Kg- 3 nos
- 350Kg- 1 nos
- 150 Kg-1 nos
8 Automatic Moulding press and 8 moulding line with size upto 1200x1200 mm
In House Tooling
The main tooling for sand casting is the pattern that is used to create the mold cavity. The pattern is a full size model of the part that makes an impression in the sand mold. However, some internal surfaces may not be included in the pattern, as they will be created by separate cores. The pattern is actually made to be slightly larger than the part because the casting will shrink inside the mold cavity. Also, several identical patterns may be used to create multiple impressions in the sand mold, thus creating multiple cavities that will produce as many parts in one casting.
Several different materials can be used to fabricate a pattern, including wood, plastic, and metal. Wood is very common because it is easy to shape and is inexpensive, however it can warp and deform easily. Wood also will wear quicker from the sand. Metal, on the other hand, is more expensive, but will last longer and has higher tolerances. The pattern can be reused to create the cavity for many molds of the same part. Therefore, a pattern that lasts longer will reduce tooling costs. A pattern for a part can be made many different ways, which are classified into the following four types:
Another piece of tooling used in sand casting is a core-box. If the casting requires sand cores, the cores are formed in these boxes, which are similar to a die and can be made of wood, plastic, or metal just like the pattern. The core-boxes can also contain multiple cavities to produce several identical cores.
Solid pattern:
A solid pattern is a model of the part as a single piece. It is the easiest to fabricate, but can cause some difficulties in making the mold. The parting line and runner system must be determined separately. Solid patterns are typically used for geometrically simple parts that are produced in low quantities.

Split pattern:
A split pattern models the part as two separate pieces that meet along the parting line of the mold. Using two separate pieces allows the mold cavities in the cope and drag to be made separately and the parting line is already determined. Split patterns are typically used for parts that are geometrically complex and are produced in moderate quantities.
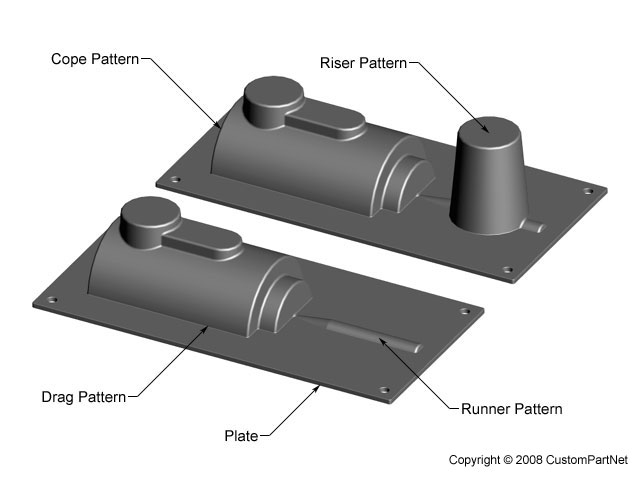
Match-plate pattern:
A match-plate pattern is similar to a split pattern, except that each half of the pattern is attached to opposite sides of a single plate. The plate is usually made from wood or metal. This pattern design ensures proper alignment of the mold cavities in the cope and drag and the runner system can be included on the match plate. Match-plate patterns are used for larger production quantities and are often used when the process is automated.

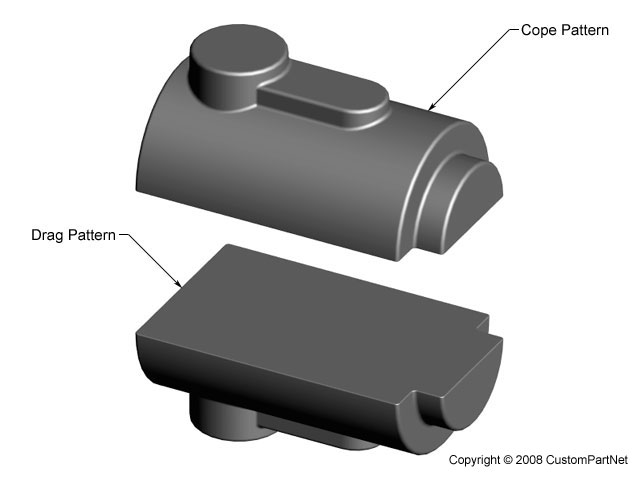
Cope and drag pattern:
A cope and drag pattern is similar to a match plate pattern, except that each half of the pattern is attached to a separate plate and the mold halves are made independently. Just as with a match plate pattern, the plates ensure proper alignment of the mold cavities in the cope and drag and the runner system can be included on the plates. Cope and drag patterns are often desirable for larger castings, where a match-plate pattern would be too heavy and cumbersome. They are also used for larger production quantities and are often used when the process is automated.
Proven Designs:
Plasma's proven range of manhole covers and gully grates are recognized worldwide for quality design and manufacture. Plasma's commitment to continuous product development and design development is reflected in the latest innovative additions to the already proven and established product range.
Full Load Class Range: Plasma's manhole covers and gully grates castings are available to suit most applications from light duty domestic covers to heavy duty, high performance Class D loading castings suited to the most demanding road conditions.
Solution for every casting needs right from simple to complex object.
Benchmark for technology and innovation in casting industry
A globally competitive and environmentally responsible casting unit.
The preferred supplier of engineered, net-shape metal components.
Recycle
What and how we are recycling
Rishi Cast Group casting processes require large volumes of sand, esp., Green Sand. The word “green” denotes the absence of any drying or baking phase which is continually used, reconditioned and reused. Sand shaken off from completed castings is recaptured and recycled in the process. More than 0.5 million tons of sand is re-used each year.
Sand that can no longer be used for creating quality iron castings does not have to end up in a landfill. Over 70% of the sand used for making castings is recycled every year. This ‘spent’ sand finds new life in applications from road and general construction, and agricultural use to and geotechnical fill. It adds up to over 400,000 tons! It keeps the sand out of landfills and reduces the need for mining new materials.
The sand used in the casting process could be the roadbed you drive on to get to one of the plants.